Beschrijving van het probleem: Na een jaar in bedrijf te zijn geweest, verscheen het effect van het vastklemmen van de mixeras (slechts één!), Waar ik niet veel aandacht aan besteedde. Net begonnen met draaien voor gebruik. Maar onlangs "klemde" de schacht stevig vast. De eerste reden is suiker. Waarschijnlijk is de wig het gevolg van karamelisatie (suiker "gegrepen" met ijzer zoals epoxy). Ik besloot te demonteren en foutdetectie uit te voeren. En onmiddellijk - had nog twee problemen.
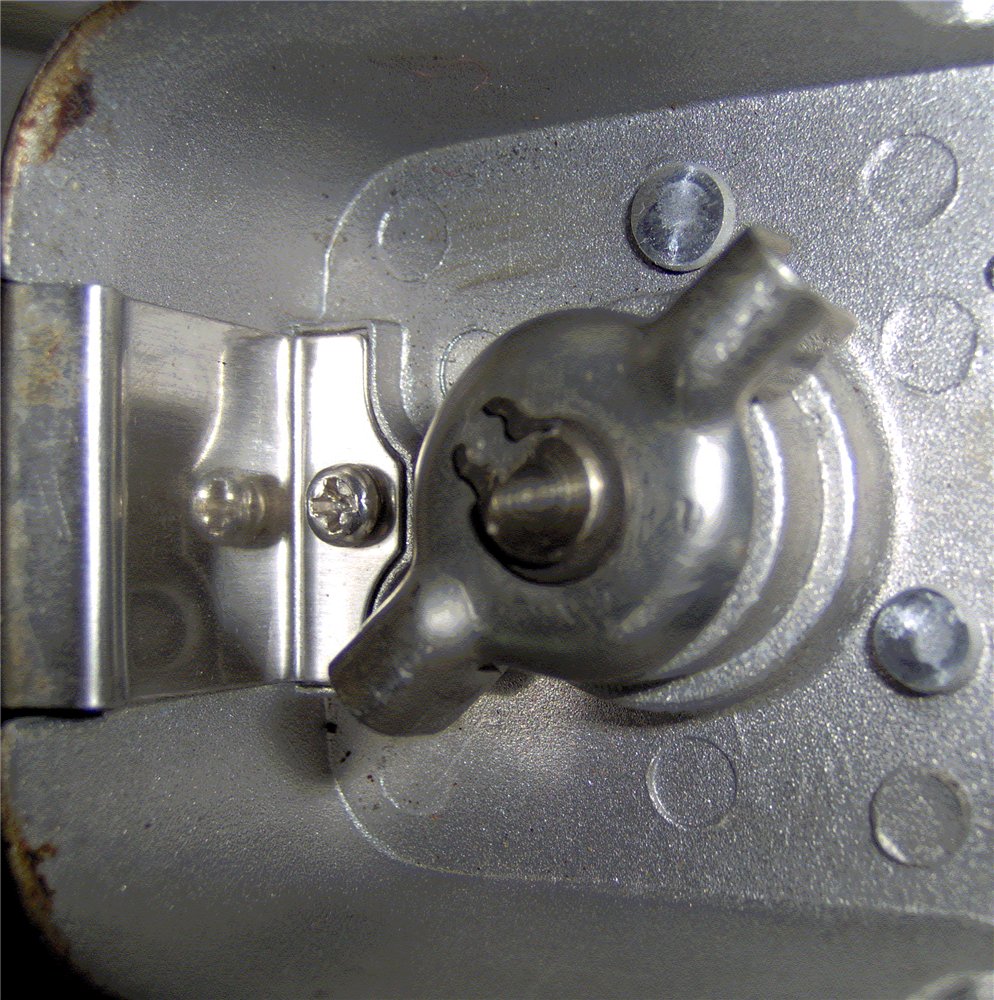
1) Het is precies de as waaraan de veerklem "bungelde" is geklemd (een plaatje vastgezet met een schroef, zie de afbeelding). Dit is te zien en beïnvloedt de stroopstroom onder de klier. Ik begon de schroef vast te draaien met een kruiskopschroevendraaier, scheurde de sleuven eraf en de schroef zat stevig vast. Hij draaide het een uur lang met een pincet. Hij corrigeerde de draad met een tik en sneed bijna de onderkant af met het scherpe uiteinde. Als je het experiment herhaalt, is het raadzaam om het uiteinde van de tik op de puntenslijper stomp te maken.
2) Toen begon hij de schacht naar buiten te drukken door licht te tikken. En toen kwam ik het tegen: onder het pakkingbusrubber op de as blijkt een veerring en een veer met een diameter van 1,6 mm in de vorm van een ring. Dit voorjaar wurmde ik me in een gescheurde vorm door de tandvleesklier en scheurde het.
Hier is een foto van het roerwerk:As en toebehoren
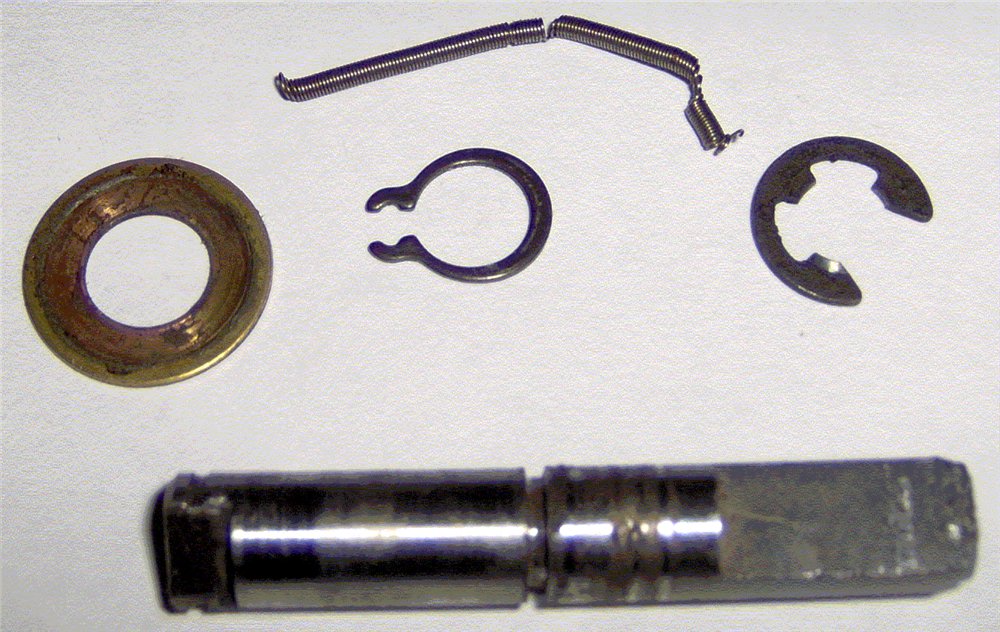
Halve koppeling

PSh-knooppunt

Pakkingbus

Roerwerk SB
Ik had geen garantie voor de oven. De dienst repareert de emmer niet en geeft geen advies.
In de naslagwerken is er geen dergelijke klier (versterkte manchet) 8x18x7 versie 2 in GOST, maar alleen in DIN (import). Ik bel verschillende rubberbedrijven dat er in de dichtstbijzijnde toegang andere rubberproducten zijn, maar dat er geen oliekeerring nodig is. Klepsteelafdichtingen voor auto's passen niet.
Toen ik verder keek, vond ik het. Er is een goed bedrijf, ze spreken een pure technische taal en zijn bereid om te helpen. Ik pak een emmer en ga. Rustig, met montage, in 15 minuten op een CNC-machine voor een half miljoen euro, met halsbrekende snelheid en precisie slijp ik een zegel van hittebestendig rubber voor 160 roebel (120 + 40 per snelheid). Ik ga ermee akkoord om de instellingen op de machine op te slaan, als iemand dit kanaal wil gebruiken, zoek ik uit wat de jongens per post kunnen verzenden. Ik ga naar de winkel, koop PMS-200-vet (stroperiger dan PMS-100), smeer alle wrijfoppervlakken van het geheel in, verzamel en bak brood. Het enige negatieve is draaien - niet gieten, het oppervlak is ruw, plakt een beetje, ik denk dat zonnebloemolie zal helpen. In deze winkel "CHIP en DIP" (contact - zie hieronder) kunt u vet per post bestellen. Prijs -64 roebel.
Foto's:Dit is onze oliekeerring
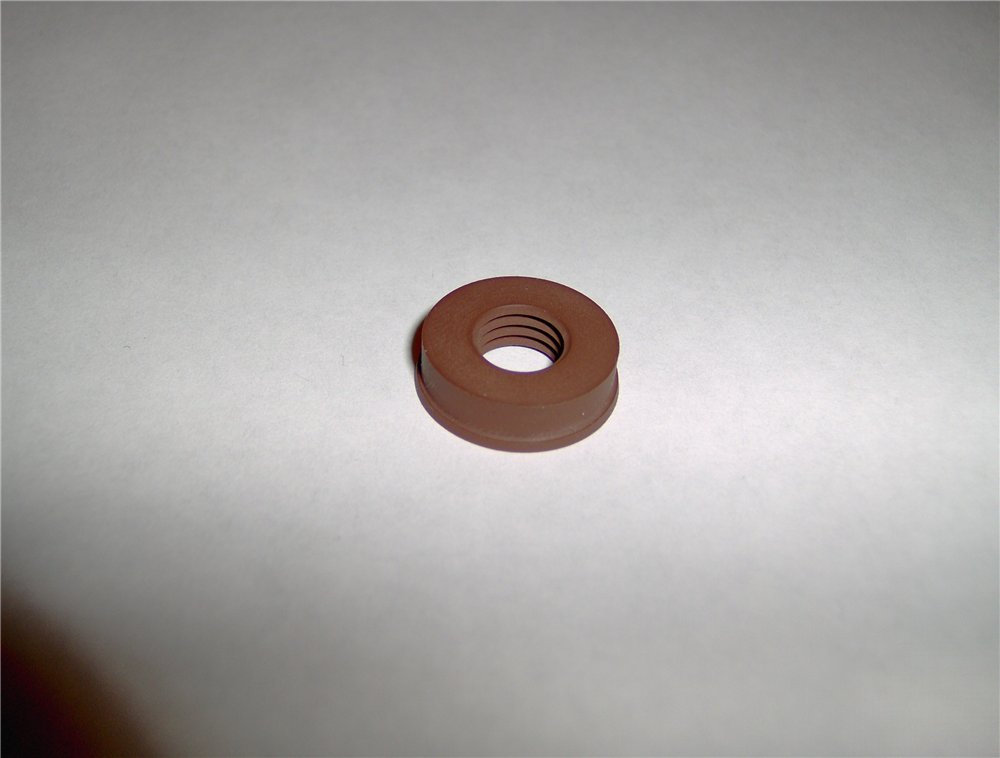
En dit is hij al in de emmer
Vet
Nu het belangrijkste:Een voorlopige analyse van het ontwerp van de bak toonde het volgende aan:
1) Het emmerdeksel is sterk genoeg. Als je het verbrande deeg pas verwijdert nadat je het een beetje in warm water hebt geweekt en het deeg voorzichtig met de hand hebt verwijderd, gaat de emmer lang genoeg mee om de slijtage van de draaiende delen te overleven.
2) De as en het glijlager (p / w) zijn gemaakt van onbewerkt staal (ik betwijfel of de p / w is gemaakt van grijs gietijzer en de as is gecementeerd). Geen slijpen, want het is niet heet. De speling is groot - thermische compensatie.
3) De p / w-as is niet coaxiaal met de as van de pakkingbusboring (waarschijnlijk de opening tussen de bakflens en het gat in het p / w-gebied). Dit betekent dat deze compensatie te wijten is aan de elasticiteit van de pakkingbus (de veerring helpt bij het vastgrijpen).
4) De veerplaten-houders op het gegoten deel van de bak zijn slecht bevestigd en niet gecentreerd, dan is er een verkeerde uitlijning van de mixeras en de aandrijfas. Dit is lawaai en verhoogde slijtage van de koppelingen.
5) Na het lezen van een stuk van het artikel "Diagnostics of Moulinex Bread Makers" over Mulya in R&S nr. 9 p. ("De aanwezigheid van een tandriem en tandwielen met grote diameter in het mechanische deel van de aandrijving verslechtert de dynamische eigenschappen van het roterende systeem. Zo'n kinematisch systeem is stijver dan de traditionele die door andere fabrikanten worden gebruikt.Het loopt minder soepel en maakt meer geluid tijdens het gebruik. "), Realiseerde ik me dat de locatie van de mixers ook een belangrijk punt is. Als ze op 90 graden staan als ze naar toe bewegen, dan wordt op het moment dat het deeg wordt afgesneden (wanneer de mixers ontmoeten elkaar) zal er een impact en microdeformatie van het wrijvingspaar zijn ...
6) Inspectie van de verwijderde schacht (zie foto) toonde aan dat het kleven van gekarameliseerde suiker ook in het kliergebied voorkomt. We hebben een roterende nok, waar door de zones van niet-hechting van de oliekeerring en de as, de siroop met een fluitje in de warmere zone van p / w gaat. Na afkoeling - een wig.
Bevindingen:1) Geen paniek!
2) We kopen PMS-200 per post en smeren het schuifpaar voor het werk.
3) Wie veel slijtage heeft - zodra het brood eruit gehaald is - draai de as met een roerder of van onderaf bij de koppeling. Zou een wig moeten helpen voorkomen, vooral omdat de emmer snel afkoelt. Neem voorzorgsmaatregelen. De emmer is heet! Wanneer de temperatuur daalt (u kunt de emmer aanraken), kan de probleememmer zonder smering in zijn geheel worden geweekt en vervolgens, door warm water te nemen, in de kneedmodus werken om de hechtende laag op de schacht en in het gebied van de klier op te lossen. Dompel de hete emmer gewoon niet onder. Bederf de coating.
4) Over de smering. Als u geen PMS kunt krijgen, probeer dan Weldtite Teflon Spray (voor fietsen). Het heeft een groot doordringend vermogen, totdat het verdampt, ruikt het hard.
5) controleer de bevestiging van de bovengenoemde platen. Zonder fixatie zal er meer slijtage optreden.
Links:------------------------------
Polymethylsiloxaanvloeistoffen
Siliconenolie PMS-200 (PET-fles met schenktuit), 20 ml.
Siliconenolie (siliconenvloeistof) PMS-200 GOST 13032-77 (CAS-nr. 63148-62-9)
Ontworpen voor het smeren van licht belaste onderdelen in wrijvings- en roleenheden in apparaten, huishoudelijke en kantoorapparatuur. In autoverzorgingsproducten - voor het smeren van rubberen afdichtingen, hydrofobe behandeling van hoogspanningsdraden en onderdelen.
Absolute traagheid. Scheidingsvloeistof.
Waterafstotend.
Uiterlijk: transparante vloeistof
Viscositeit (in centistokes): 200 cSt
Werktemperatuur: -50 tot + 2000C
Inhoud: 20 ml.
Verpakking: PET-fles
Verpakking: 10 st. in krimpkous
www .chip-dip. ru / catalog / show / 2198.aspx Waarom PMS-100?
Omdat het is goedgekeurd voor gebruik in bijvoorbeeld de voedingsmiddelenindustrie
www. lakmar.com. ua / catalog / use / 9 /
-------------------------------------------------------------------------
Productie van oliekeerringenSPb, bedrijf "ROST"
www. rost-bedrijf. ru / over / ons R04-profiel
www. rost-bedrijf. ru / fabricage / 46 / fabric92.html Manager - Pavel (eerst met hem)
Machine-operator - Ivan
De bronnen staan op hun machinecomputer
Moulinex \ 5002
twee bestanden
bwr04 + r04.PDF
r04 + bwr04.PDF
---------------------------------------------
PSEen ongeteste optie voor de Samodelkins. Ik hield het in reserve. Idee (niet getest) - voor het geval dat het dringend nodig is, maar er is nergens om reserveonderdelen mee te nemen (fabricage "op de knie").
Daarom zijn toevoegingen hier geschikter, maar dan voor kritiek.
Hier hebben we een LEGE metalen koffer van 16 gauge nodig (per ongeluk gevonden of geschonken door een jager voor deze gelegenheid, niet gekocht voor opslag of andere illegale doeleinden).
Waarde: dun, sterk, geschikte boring, basis (primergat) voor het boren van een middengat.
----------------------
Zo:
We boren de capsule onder de bestaande lange schroef en maken met een vijl tanden 0,5-1,0 mm hoog. Geometrie - als een ijzerzaagblad.
Een extreem geval is het maken van inkepingen-tanden met een mes. Knijp niet te veel in de hoes om niet te vervormen. Plaats de platkopschroef + sluitring van binnenuit, sluitring + moer van buitenaf. We spannen aan. We krijgen een vingerfrees.
Vervolgens heb je een fluorkunststof (ook bekend als Teflon) nodig. Het ideale geval is een bord of een laken. Vervolgens steken we onze schroef in de boorspantang en snijden deze met lage snelheden. Vergeet de veiligheidsmaatregelen niet.
We maken de moer los, verwijderen de schroef van de spantang, duwen de gesneden cilinder en de schroef uit de huls. Opnieuw steken we de cilinder in de huls tot hij stopt en boren deze met dezelfde boor die we voor de primer hebben gebruikt. Voordat we gaan boren, stellen we de boor bloot aan de boorkop, zodat deze naar de diepte van het boorkoplichaam + cilinderhoogte - 2 mm gaat. Van onderaf ondersteunen we de cilinder met iets bij het boren. Duw vervolgens de toekomstige oliekeerring met de boorschacht uit de huls en boor het gat op de gebruikelijke manier. We hebben een werkstuk met een gat in het midden.
Verder afhankelijk van de verkregen hoogte -2 opties. We hebben een hoogte nodig van ongeveer 7 mm.Als we een dichte hebben, slijpen we het op een skin of vijl (plaats het op een vijl en slijp het). Een hoge kolom - we steken hem door de ringen op de schroef, de schroef - in de boor en, zoals op een draaibank, snijden we hem af met een ijzerzaagblad voor metaal. Technologie - rotatie van de boorkop "van u af", of iemand houdt de boor vast, of we klemmen hem bijvoorbeeld op een plank met behulp van de extra handgreep van de boordieptebegrenzer.
Op dezelfde manier passen we de diameter aan en maken we de afschuiningen met behulp van een kleine vijl of een schuurpapier dat op een liniaal is gewikkeld.
De laatste handeling - boor het gat van 7,9 mm voorzichtig opnieuw met een nieuwe scherpe boor.
Fluoroplastic is een kunststof met blijvende vervorming, waardoor een versleten gat met een pers (bout, 2 sluitringen en een moer) hersteld kan worden.
------------------------------------
Alleen in geval van brand (TB):
1) bij het afsnijden van een mes. het mes moet van u af trekken, let op de loodrechtheid van de snede;
2) houd het doek niet met uw blote hand vast, maar wikkel het op;
3) je moet van beide kanten boren, vooral fluoroplastisch (om niet te ondermijnen);
4) neem de tijd, of kies liever de buitendiameter
-------------------------------
Als er een plaat met een geschikte dikte is, kunt u:
a) gebruik een "ballerina" of kompassen
b) boren, snijden met een mes tot een veelhoek en slijpen (moeilijkheid - je moet het bestand stevig vasthouden om de beats te verwijderen)
--------------------------------------
Zo'n "handwerk" kan lang genoeg werken tot uw plezier.
-------------------------------------------------------
Aanvulling op bovenstaande.
Zondig niet op de oliekeerring als de as een ovaliteit heeft van 0,1 mm of meer, of als deze meer dan 0,08 mm afwijkt van de as van het gat: manchetlekkage is onvermijdelijk. Het zal niet worden geëlimineerd door de as te polijsten of door de aandrukking van de werkrand te versterken door extra veervoorspanning (door de windingen te verkorten). Verander de hardware!
De boosdoener voor een "slechte" afdichting kan zijn: een ringvormige groef op de as (het resultaat van natuurlijke slijtage van het metaal) of de beperking van de beweeglijkheid van de lip van de manchet aan het einde van de boring. Verplaats in beide gevallen de pakkinglip langs de as-as
Lezen,
uraldnepr. ru / publ / 1-1-0-15, correct artikel. Dit bevestigt nog maar eens dat bij onze wisselbelasting de levensduur van de as ongeveer 2 jaar is. Geen oliekeerring (versterkte manchet), zelfs een nieuwe zal niet redden. Onze
zegel gedeeltelijk werkt het zichzelf als een p / w en vermindert het de asslijtage (ontlast de belasting door de schouder te veranderen, onthoud de weerstand). Plus PMS tussen de afdichtingslippen. Daarom hebben we geen reparatie, maar modernisering.
Schrijf als je vragen hebt.Succes! 




